














Don't have an account?
Creating an account has many benefits: check out faster, keep more than one address, track orders and more.
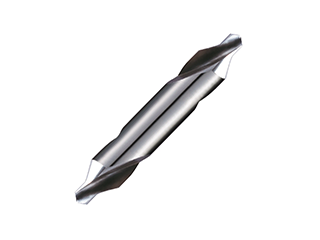
Wide range of metric and imperial centre drills.
   
|
Centre drills are used to predrill a hole, which acts as a starting point for larger drills. The unique geometry of a centre drill features a pointed tip that creates an indentation in the workpiece, which serves as a guide to preventing drill bit wander and ensures stability and accuracy throughout the drilling process.
Centre drilled holes also play a crucial role when using live and dead centres. The centre drilled hole serves as the initial point of contact for these centres, providing essential support and alignment during various machining operations.
For live centres, which rotate with the workpiece, the centre drilled hole acts as a guide for the rotating spindle. The pointed tip of the live centre is inserted into the centre-drilled hole, ensuring that the workpiece rotates accurately and to minimise any run out and vibration during turning operations.
In the case of dead centres, which remain stationary, the centre drilled hole provides a stable reference point for the non-rotating end of the workpiece.
The tip angle determines the size and shape of the indentation or pilot hole created by the centre drill. A sharper tip angle produces a smaller, more precise starting point for the drilling operation. The pointed tip of the centre drill, formed by the tip angle that is typically 60°, helps prevent drill bit wander.
The tip angle also influences the stability of the centre drill during the drilling process. An optimal tip angle contributes to better chip evacuation, prevents chip clogging during the drilling application and helps in achieving smoother cutting action and reduces the likelihood of tool breakage and poor surface finish.
When comparing High-Speed Steel (HSS) centre drills to Carbide centre drills, several advantages make HSS a preferred choice in certain applications.
HSS centre drills offer superior toughness and durability, increasing tool life and reducing the frequency of tool replacements. The toughness of HSS is particularly beneficial in applications involving softer materials or intermittent cutting conditions.
Additionally, HSS centre drills are generally more cost-effective than carbide, making them an economical choice without compromising on performance.
The versatility of HSS spot drills also shines through in applications requiring lower cutting speeds, where the material removal rate is not the primary focus.
Overall, the balance of durability, cost-effectiveness, and adaptability positions HSS centre drills as a reliable and efficient option for a variety of machining needs.
Choosing carbide over HSS for centre drills has several advantages.
Carbide centre drills are renowned for their exceptional hardness, providing superior resistance to wear and prolonged tool life. This durability is particularly advantageous when dealing with tough materials, high speed applications, or continuous machining applications.
The hardness of carbide also contributes to sharper cutting edges and improved precision, ensuring accurate centring and reduced chances of tool deflection.
Carbide exhibits excellent heat resistance, making it well-suited for applications involving elevated temperatures.
While Carbide centre drills have a higher upfront cost, their longevity and superior performance make them a standout performer in applications demanding precision and durability.
HSS and carbide centre drills are designed to work effectively on a wide range of materials including steel, aluminium, brass, copper, stainless steel, cast iron, plastics, and wood.
Whether you're involved in metalworking, woodworking, or other machining processes, centre drills are designed to deliver accurate and reliable centring on a wide range of materials.
When considering the choice between uncoated and coated centre drills, each option presents different advantages.
Uncoated centre drills offer cost-effective solutions with reliable performance on a variety of materials, including metals and plastics. They are particularly suitable for general purpose applications where tool versatility is crucial.
On the other hand, coated centre drills, often coated with materials like titanium nitride (TiN) or other advanced coatings, provide enhanced durability, reduced friction, and improved heat resistance.
This makes them ideal for demanding applications involving hard materials or high-speed machining, ensuring prolonged tool life and increased efficiency.
The decision between uncoated and coated centre drills ultimately depends on the specific requirements of the machining application, balancing cost considerations with the need for extended tool longevity and performance.
Many high performance drills, like our Dream Drills and Multi-1 Drills, are self-centring, meaning there is no need to pre drill with a centre or spot drill.
When using non self-centring drills, most people prefer to use a spot drill as only a small dimple is required as a guide. Centre drills on the other hand are excellent for creating a starting point before drilling larger holes.
When you want to drill a larger hole precisely, using a centre drill ensures that your twist drill starts accurately without wandering.
This makes them ideal for demanding applications involving hard materials or high-speed machining, ensuring prolonged tool life and increased efficiency.
Centre drills are also used for drilling support holes prior to using live and dead centres. By inserting a live centre into the centre hole, you can support the weight and load of the workpiece during turning.
When purchasing a centre drill for your application, there are several important considerations to keep in mind:
Creating an account has many benefits: check out faster, keep more than one address, track orders and more.